АГРЕГАТЫ
ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОРЦОВ ТРУБ (СНЯТИЯ
ФАСКИ С ТРУБ)
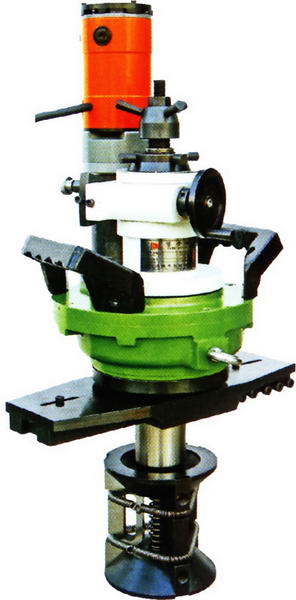
Агрегаты для механической обработки торцов труб серии
P3-PG(ISY) предназначены для выполнения операций торцевания, снятия фасок наружных и внутренних, расточки внутреннего диаметра. Агрегаты
P3-PG(ISY) крепятся на внутренней стенке трубы с помощью 3-х самоцентрирующихся кулачков
(см. рисунок).
Резцовые головки агрегатов имеют несколько
резцедержателей (количество зависит от модели), что дает
возможность установить несколько различных по назначению
резцов и выполнять несколько операций одновременно,
например, торцевание, снятие наружной фаски, расточку
внутреннего диаметра. Осевая подача резцовой головки
осуществляется вручную, что позволяет контролировать
режим резания. Все модели
P3-PG(ISY) могут выполняться с
электрическим или пневматическимприводом.
С какой целью снимают фаску
с труб?
При сварке труб происходит проплавление металла,
что в последствие обеспечивает соединение краев друг с
другом. Если же толщина металла больше 3-5 мм, получение
полного и качественного соединения становится
затруднительным. Для получения качественного провара
снимается фаска с труб: она позволяет создать так
называемую сварочную ванну, которая заполняется
сварочным составом в процессе сварки. Важно помнить, что
подготовленная под сварку кромка — это кромка с фаской и
притуплением (см. рисунок и обозначения к нему ниже).
а - угол фаски
Р - притупление (выделено жирным)
d - глубина фаски (глубина разделки)
(катет)
w - ширина фаски (выделена жирным)
H - толщина заготовки
Притупление кромки обычно составляет 3-5 мм; оно
необходимо для дополнительной гарантии надежности
сварочного шва. Участок притупления в момент заполнения
сварочной ванны сварочным составом проплавляется сам,
соединяя таким образом свариваемые вместе заготовки.
Способы снятия фаски:
Снять фаску с трубы можно
двумя способами: механическим и термическим.
Механическое снятие фаски с трубы выполняется с помощью резцов. Для
термического снятия фаски применяются
газорезательные машины CG, которые выполняют
плазменную или газокислородную резку. Однако более предпочтительным
способом является механический, так как он позволяет исключить изменения
физических и химических свойств материала в результате перегрева. Как
известно, в ходе термической обработки образуется так называемая зона
термовлияния. Зона термовлияния – это науглероживание кромки вследствие
перегрева материала, которое ухудшает свариваемость и повышает хрупкость и
ломкость кромки. Но, несмотря на эти недостатки, термический способ
достаточно распространен из-за своей простоты и скорости применения, и
относительно
низкой стоимости оборудования.
Термическим способом можно
снять фаску быстро и дешево. Из описанных выше способов
обработки все-таки предпочтительнее механическийагрегатами P3-PG (ISY),
поскольку он позволяет сохранить металл от перегрева и
от последующих за этим изменений физических и химических
свойств. На Западе, кстати, этот способ называется cold-cutting (холодная
обработка), то есть вид обработки, в котором нет
термического воздействия на металл, а значит нет и
изменений в химических и физических свойствах металла.



 Агрегаты для механической обработки торцов труб серии
Агрегаты для механической обработки торцов труб серии